How to Choose Threaded Inserts for Plastics?

Leading Threaded Inserts Manufacturer and Supplier in China

When it comes to creating strong, durable threads in plastic components, threaded inserts for plastics are an essential solution. Whether you’re designing parts for consumer electronics, automotive interiors, or medical devices, choosing the right type of insert can significantly improve assembly strength, reliability, and product lifespan. In this guide, we’ll walk you through the different types of inserts, installation methods, and design tips to help you make the best choice for your plastic applications.
Table of Contents
Why Use Threaded Inserts in Plastics?

Although it is easy to tap threads directly in plastic structures, the following pitfalls exist in direct screw connections due to the low strength of the plastic itself, which is prone to abrasion and creep:
- Threads are prone to slipping or stripping, with a high risk of structural failure;
- Under long-term load or high temperature, the plastic undergoes stress relaxation, resulting in loosening or falling off;
- The original threaded holes are almost unusable after several disassemblies.
Therefore, the use of Threaded Inserts in plastics offers the following significant advantages:
① Significant increase in connection strength
- Threaded Inserts are made of metal (e.g. brass, stainless steel) and have higher pull-out and torsion resistance compared to plastic threads;
- The reliability of the connection is greatly enhanced by the mechanical occlusion or fusion bonding structure firmly embedded in the plastic substrate.
② Enables reassembly
- The female threads are resistant to wear and retain their tightness even after repeated screw disassembly;
- Ideal for products that require frequent maintenance or component replacement, such as electronic equipment and medical housings.
③ Improved Thermal Stability and Long-Term Lifetime
- Hot melt or in-mold inserts form a monolithic structure with the plastic and have good thermal cycling resistance;
- For structures that work under high temperatures and loads for long periods of time, stress relaxation and displacement can be effectively prevented.
④ Optimization of structural dimensions
- With the use of inserts, the plastic body can be designed with a smaller wall thickness, reducing the overall weight;
- Avoiding the need to significantly thicken the plastic in order to strengthen the thread strength, improving the freedom of design.
⑤ Supports a variety of assembly methods
- According to the product structure and batch requirements, a variety of installation processes such as hot pressing, ultrasonic, in-mold injection molding, cold pressing can be selected, compatible with automated production.
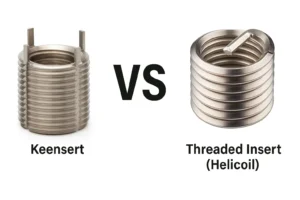
What Are Common Types of Threaded Inserts for Plastics?
In response to the physical characteristics of plastics (low strength, high creep, easy thermal deformation), a variety of specialized threaded inserts have been developed for different plastic materials, molding processes and assembly methods. The four most commonly used types and their characteristics are analyzed below:
a. Heat-Installed Inserts
- Constructive features: Helical grooves, chamfered teeth or knurled design on the outside, suitable for insertion into plastics by heating;
- Installation Method:
- Use soldering iron or special heat press to heat up the body of the inserts;
- Insert into the specified position after melting the plastic and lock firmly after cooling;
- Applicable plastics: Thermoplastics (e.g. ABS, PC, PA, PP);
- Typical applications: 3C electronics, consumer product housings, equipment bases, etc;
- Advantages:
- High mounting strength;
- Low cost and flexible installation;
- Cautions:
- High requirements for temperature and time control to avoid overheating leading to plastic scorching or positioning deviation.

b. Ultrasonic Inserts
- Constructional features: Outer wall with high-frequency inverted teeth or shallow threads to facilitate melting into plastic under ultrasonic vibration;
- Method of Installation:
- Use ultrasonic welding equipment to make the insert vibrate at high speed and heat the plastic to realize melt embedding;
- Applicable plastics: High-strength engineering plastics (such as PC, PPS, PBT);
- Typical applications: automotive electronics, medical equipment, high-end control components;
- Advantages:
- Suitable for automated batch installation;
- Fast installation speed and solid fusion;
- Cautions:
- High initial investment in equipment, requires precise control of ultrasonic parameters;
- Not suitable for highly filled plastics containing fibers.
c. Press-fit / Cold-Pressed Inserts
- Constructional Features: Chamfered or embossed exterior, inserted into plastic by interference fit;
- Method of installation:
- Pre-molded holes;
- Press-in using a press-fit machine or tooling, no heating required;
- Applicable plastics: thermoset plastics, some high glass fiber filled plastics;
- Typical applications: electrical equipment, handheld terminal housings, structural plug-in assemblies;

- Advantages:
- Simple process, suitable for rigid plastics or non-heat resistant materials;
- Available immediately after installation;
- Cautions:
- Strict requirements for pre-hole tolerances;
- If fit is loose, it may cause rotation or dislodgement.
d. Self-tapping Inserts
- Constructive features: Self-tapping tooth pattern allows direct cutting of the female channel when screwing in;
- Installation method:
- After pre-drilling pilot holes, screw in the plastic directly with the tool;
- Applicable plastics: Medium hardness thermoplastics (e.g. PA6, PP);
- Typical applications: prototype part development, simple construction, repair hole patching;

- Advantages:
- Easy to install, no heat source or equipment required;
- Ideal for low-speed assembly or field maintenance;
- Cautions:
- Screw-in torque needs to be controlled to prevent over-torquing causing cracks or deflection;
- Assembly strength is slightly lower than hot melt/ultrasonic type.
Table: Comparison of Threaded Insert Types
| Type | Installation Method | Strength Performance | Cost | Automation Compatibility | Recommended Plastic Types |
|---|---|---|---|---|---|
| Heat-Installed | Heated insertion | High | Low | Medium | ABS, PC, PA, PP |
| Ultrasonic | Ultrasonic vibration fit | Very High | Medium-High | High | PC, PPS, PBT |
| Press-fit | Mechanical press-in | Medium | Low | High | Thermosets, PBT |
| Self-tapping | Manual screw-in | Moderate | Medium | Low | PP, PA, PE |
How to Match Inserts with Different Plastic Materials?
Different types of plastics vary significantly in terms of coefficient of thermal expansion, stiffness, creep, thermal stability, and processing, and these physical properties directly affect how inserts are installed, the choice of construction, and long-term stability. Correct matching of insert types is a critical step in ensuring reliable connections, assembly stability and product life.
I. Common Plastic Material Characteristics and Suggestions for Insert Selection
1. ABS (Acrylonitrile Butadiene Styrene Copolymer)
1.1. material properties:
- Good thermoplasticity: ABS is a thermoplastic that can be repeatedly melted and molded by heating, and is suitable for hot-melt inserts and ultrasonic inserts, and is not susceptible to permanent brittle cracking;
- Medium strength: Tensile strength is approximately 40-50 MPa, suitable for light to medium structural loads, but not for high impact or heavy duty applications;

- Good dimensional stability: low shrinkage after molding (approx. 0.5-0.8%) and little geometric change in the structure during assembly or storage;
- Moderate creep performance: there is still a certain tendency to deform when subjected to long-term force, the insert structure needs to be designed to prevent creep auxiliary structure (such as wider flange or thick-walled support);
- Moderate thermal expansion: the linear thermal expansion coefficient is about 70-90 µm/m-°C, can accept moderate thermal deformation, without excessive space reserved for expansion.
1.2. recommended inserts:
① Heat-Installed Inserts
- With chamfered or knurled exterior, heated to melt into the ABS substrate before insertion, and tightly bonded after cooling;
- Suitable for manual or semi-automatic assembly, low cost and simple installation;
- Fast installation speed, suitable for small batch or structurally diverse products.
② Ultrasonic Inserts (Ultrasonic Inserts)
- High frequency vibration is used to heat the local plastic, and the inserts are pressed into shape;
- Highly consistent positioning and fastening strength can be realized, suitable for automated or batch production lines;
- Higher requirements on the size of molding holes and plastic uniformity, it is recommended to optimize the design of holes at the injection stage.
1.3. Precautions:
- Temperature control: ABS begins to thermally degrade at around 220°C, resulting in bubbles and scorch marks, so installation temperature is recommended to be ≤200°C;
- Hot melt tool temperature setting: 180-200°C;
- Ultrasonic power setting: recommended frequency 20-40 kHz, indentation force control at 20-40 N;
- Hole pre-design:
- Hot melt inserts recommended pre-hole diameter of 95-97% of the outside diameter of the insert;
- Insertion depth should be precisely controlled to avoid sinking offset or uplift;
- Structural recommendations:
- Inserts should have a solid wall thickness of 1.5 x thread diameter or more around the insert to ensure that the shell is not damaged during fusion;
- If the product needs to be disassembled and reassembled frequently, it is recommended to use threaded self-locking inserts to prevent vibration loosening.
2. PC (polycarbonate)
2.1. Material properties:
- Strong rigidity and impact resistance: PC has excellent structural strength and impact resistance (Charpy impact strength up to 60-90 kJ/m²), which makes it suitable for use in electronic and industrial equipment structures that require high strength connections;
- High heat distortion temperature: HDT (heat distortion temperature) is typically 130-140°C, which allows shape stabilization at high temperatures and is suitable for hot melt or ultrasonic assembly processes;

- Easy Stress Cracking (ESC):
- Polycarbonate is highly sensitive to localized stress concentrations, especially in corner areas, connection holes or insert insertion areas;
- Exposure to certain solvents (e.g. alcohol, grease) reduces crack resistance;
- Uneven stresses during assembly or excessive thermal shock tend to induce micro-cracks that can expand into structural damage.
2.2. recommended inserts:
① Ultrasonic Inserts.
- Suitable for high-precision vibratory fusion mounting of PC material;
- The inserts are made by vibrating the ultrasonic head end, which rapidly heats the local plastic to a soft state, forming a high-strength fusion bond;
- Short installation time (≤ 1 second), high consistent embedding depth and high axial pull-out strength;
- Ideal for automated production lines and high volume structural parts.
② Heat-Installed Inserts
- Can also be used for PC material, but need to strictly control the heating rate and embedding speed;
- The temperature control of the inserts is recommended to be 220-240°C to avoid stress concentration or material scorching caused by thermal shock;
- The cooling process of the inserts should be limited to prevent floating or shifting.
2.3. precautions:
- Avoid excessive pressure/fast insertion:
- Excessive insertion torque during ultrasonic or hot melt assembly can create microscopic stress concentrations around the insert;
- It is recommended to use constant force control or limit displacement method, insertion force control in the 20-35 N area, to avoid pressure explosion of the plastic;
- The speed of insert into the hole is recommended to be ≤3 mm/s to avoid the phenomenon of “cold crack”.
- The preheating process should be smooth and gradual:
- When hot melting, the inserts should be preheated uniformly first to ensure the contact area softens synchronously;
- Avoid “localized overcooking” or “unmelted boundary” resulting in bias or tilt;
- It is recommended to use the hot press head with set temperature zone, and install limit pin to precisely control the insertion depth (±0.05mm accuracy).
- Insert design recommendation:
- The external structure should contain chamfering/double knurling to enhance the screw engagement force;
- Select a low stress orientation for insertion (away from housing openings, edges or reinforcing bar transition zones);
- For high-impact applications, the insert can be designed to “wrap around the support zone” or be positioned with insert reinforcement ribs.
3. Nylon (Nylon 6 / Nylon 66)
3.1. Material properties:
Nylon is a common engineering plastic with good mechanical strength and toughness, suitable for manufacturing abrasion and impact resistant parts. Its main characteristics include:
- better toughness, compared with other plastics, nylon is less likely to be brittle when subjected to force, has a certain degree of elasticity, and is able to absorb impact loads.
- Moisture absorption, nylon will absorb moisture in the environment, moisture absorption rate of up to 2% ~ 3% or even higher, which will lead to changes in the size of the material and fluctuations in mechanical properties.
- High creep, under continuous load or high temperature conditions, nylon is prone to slow deformation, which affects the long term stability of the thread.
- High coefficient of thermal expansion, the coefficient of linear expansion of nylon is about 80-100×10-⁶ /°C, much higher than that of metal, and temperature changes may lead to changes in stresses between inserts and parent materials.
3.2. recommended inserts:
① Self-tapping inserts.
These inserts have sharp external threads that can be quickly screwed into nylon parts without additional pre-treatment, making them suitable for field or small batch installations. They provide good mechanical engagement in the presence of moisture absorption or temperature changes, and are particularly suited to industrial environments with rapid assembly.
② Hot-melt inserts + flange reinforcement structure
Due to the creep and hygroscopic nature of nylon, hot-melt inserts with flange reinforcement are recommended for connections that are subjected to prolonged loads. The hot melt inserts are heated to make the surface of the insert and the nylon material tightly bonded, while the flange structure enlarges the contact area, disperses the load, and prevents the insert from loosening or shifting under prolonged pulling or shearing.
3.3. Cautions:
Dimensional changes due to moisture absorption and expansion
Nylon expands between 0.2% and 0.5% when it absorbs moisture (depending on the humidity environment). When designing the pre-drilled hole size, a corresponding tolerance should be reserved to avoid the inserts from being unable to be installed due to too small a hole diameter or too large a hole diameter leading to loosening after moisture absorption.
The length of thread engagement should be sufficient
In order to ensure the load bearing capacity of the threaded connection, it must be ensured that there is sufficient engagement length between the threaded insert and the nylon base material. It is generally recommended that the engagement length be not less than 1.5 times the thread diameter to resist the fatigue effects of long-term loading and vibration.
Avoid stress concentration due to rapid cooling at high temperatures
When installing hot melt inserts, control the heating and cooling rates to avoid micro-cracks in the nylon material due to excessive thermal stresses, which may affect the strength of the connection.
4. PP (Polypropylene)
4.1. Material characteristics
- High flexibility: PP material has good elasticity and flexibility, which makes it not easy to break when subjected to stress, and is suitable for making lightweight, impact-resistant products.
- Low density: the density is about 0.9 g/cm³, much lower than many other engineering plastics, such as nylon (about 1.15 g/cm³), which makes PP products more lightweight.
- Low melting point: PP has a low melting point of about 160-170°C, which puts stringent requirements on the installation temperature control of hot melt threaded inserts.
- Low surface tension and low polarity: PP surface is chemically inert, resulting in poor adhesion to many adhesives and materials, which can easily result in poor bonding when inserts are installed.
4.2. Recommended Inserts
① Self-tapping Inserts
Self-tapping inserts cut into the PP material through the external threads and do not require pre-tapping, making installation quick and easy. Its external thread can realize mechanical locking, but need to pay attention to the thread design need to increase the tooth depth and tooth distance, in order to adapt to the PP soft and high elasticity characteristics.
② Specialized Coarse Thread Heat-set Inserts (Coarse Thread Heat-set Inserts)
For the problem of low surface polarity of PP, the hot-set inserts with coarse external thread design can achieve better mechanical bite and embedding stability during the process of heating and softening PP. At the same time, the flange structure and special surface treatment help to improve the pull-out resistance.
4.3. Cautions
Mechanical structure locking design is essential
Due to the low surface polarity of PP, it is difficult to obtain ideal bonding force by chemical or thermal fusion alone, so the design is usually coupled with mechanical locking structure (e.g., barbs, serrations, flange widening) to enhance the biting force between the insert and the plastic substrate and to prevent the threads from loosening or pulling out.
Strictly control the installation temperature (recommended ≤180°C)
Due to the low melting point of PP, the heating temperature must be controlled when installing hot-melt inserts, and it is usually recommended that the heating temperature should not exceed 180°C, in order to avoid localized overheating of the plastic melting, deformation, or carbonization, which may affect the structural strength and appearance quality. Excessive temperatures may also lead to aging and embrittlement of the plastic, reducing service life.
Consider the cooling rate during installation
Rapid cooling may generate internal stresses, leading to plastic cracking or loosening of inserts; slow cooling helps to form a uniform and stable bonding interface, improving the durability of the connection.
Tolerances should be appropriately relaxed when designing the pre-drilled hole size
PP has strong elasticity and thermal expansion and contraction properties, the pre-drilled hole size should be adjusted in combination with the actual processing tolerances and material expansion rate, to avoid too small a hole diameter leading to installation difficulties, or too large leading to loosening of inserts.
5. Engineering plastics such as PBT / PPS / LCP (with high filler)
5.1. Material Properties
Engineering plastics such as PBT (Polybutylene Terephthalate), PPS (Polyphenylene Sulphide) and LCP (Liquid Crystal Polymer) are widely used in automotive, electronic and high-end industrial parts manufacturing due to their excellent mechanical properties and heat resistance. Their main features include:
- High mechanical strength: these materials are usually reinforced and filled with glass fibers and other reinforcing fillers, and their tensile strength can reach 70-150 MPa, which is much higher than that of general thermoplastics, making them suitable for carrying larger loads.
- High heat resistance: PBT, PPS and LCP have a high heat distortion temperature and can work stably for a long time above 150°C, making them suitable for high temperature environments.
- Brittle after containing glass fiber: Although filling glass fiber enhances the rigidity and strength, it also reduces the toughness and impact resistance of the material, making it more likely to crack at the impact or stress concentration.
- Residual stress after molding: Highly filled plastics after injection molding, due to uneven cooling of the material and shrinkage differences, there is often a large residual internal stress, affecting the assembly of inserts and long-term stability.
5.2. Recommended inserts
① Press-in Inserts
Suitable for cold assembly scenarios, where they are mechanically pressed directly into the pre-fabricated holes without the need for heat or ultrasonic equipment. Press-in Inserts are often designed with special barbs or serrations for a strong mechanical locking in highly rigid materials. Suitable for standardized production lines or quick assembly on site.
② Ultrasonic Inserts for High Precision
For products with stress-sensitive or high-precision requirements, Ultrasonic Inserts locally heat the material through ultrasonic vibration to achieve a seamless bond between the inserts and the plastic substrate, reducing assembly stress concentration, avoiding fiber breakage and structural damage, and ensuring connection stability and durability. This method is more suitable for complex structures or high-end electronic housings.
5.3. Precautions
Control of vibration and indentation path to prevent fiber breakage
High fiberglass content increases material brittleness. During mechanical press-in or ultrasonic installation, assembly speed, pressure and vibration amplitude must be strictly controlled to prevent fiberglass breakage from causing localized defects, which in turn will cause inserts to loosen or fall off.
Increase the reinforcement or metal nesting area
If the structural design allows, it is recommended to set up reinforcing bars around the inserts or use local metal nesting, which can disperse the stress concentration and improve the bearing capacity and durability of the inserts, especially suitable for high load and vibration-frequent industrial applications.
Pay attention to pre-drilled hole size and shape accuracy
The pre-drilled hole size should be strictly controlled according to the material properties and specifications of the insert, and the hole wall must be smooth without cracks to reduce stress concentration and assembly difficulty.
II. TABLE: How to Match Inserts with Different Plastic Materials
| Material | Thermal Expansion | Creep Risk | Recommended Insert Types | Process Recommendations |
|---|---|---|---|---|
| ABS | Medium | Medium | Heat Staking / Ultrasonic | Control temperature ≤200°C; apply pressure gradually |
| PC (Polycarbonate) | Medium | Low | Ultrasonic / Heat Staking | Control installation speed; avoid stress cracking |
| Nylon | High | High | Self-tapping / Heat Staking with Flange | Leave allowance in pilot hole; consider moisture expansion |
| PP (Polypropylene) | High | Medium | Self-tapping / Coarse-thread Heat Staking | Add anti-rotation features on the surface |
| PBT / PPS | Low | Low–Medium | Press-fit / High-frequency Ultrasonic | Avoid high-impact forces; ensure precise alignment |
How To Install Threaded Inserts For Plastics?
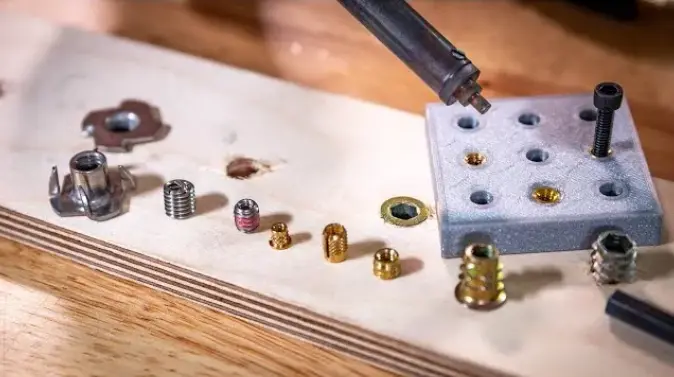
I. Common Installation Methods
① Heat-Set Inserts
By heating the threaded inserts so that the surface temperature is higher than the melting point of the plastic, the surface of the inserts softens the plastic material and realizes a close bond between the inserts and the plastic. Suitable for thermoplastic plastics, such as ABS, nylon, etc. The hot melt installation process requires precise temperature control to avoid overheating of the plastic burnt or too cold resulting in poor bonding.
② Ultrasonic Inserts
The use of high-frequency ultrasonic vibration generates local frictional heat, quickly soften the plastic and embedded in the threaded inserts, after cooling to form a solid connection. This method is fast and suitable for high precision and high production, especially for engineering plastics and stress-sensitive parts.
③ Mold-in Inserts (Mold-in Inserts)
In the plastic injection molding process, the pre-processed threaded inserts are placed into the mold, and the plastic directly covers the inserts to achieve one-piece molding. This method has the highest connection strength and is suitable for mass production, but the mold design is complicated and the cost is high.
④ Cold press assembly (Press-in Inserts)
Inserts with barbs or patterns are pressed into preformed holes by mechanical pressure without heating. This method is easy and suitable for metal or hard plastic, but requires high hole accuracy and assembly force to prevent inserts from loosening.
II. Structural Design Considerations
① Hole size design
Usually, the diameter of the pre-drilled hole should be slightly smaller than the outer diameter of the inserts to achieve interference fit, so that the inserts through certain mechanical deformation or elastic deformation of the plastic material, to achieve a close bite to avoid loosening. Aperture is too large, will lead to inserts can not be tightly fixed, reduce the pull-out and torsion strength; aperture is too small, it may lead to installation difficulties or even damage to the inserts or parent material.
Because different plastic materials have different coefficients of thermal expansion (such as nylon about 80-100 × 10-⁶ / ° C, PP about 100-150 × 10-⁶ / ° C), the ambient temperature and humidity changes will cause changes in the size of the aperture, so the design of the Therefore, the thermal and hygroscopic expansion in the actual working conditions should be considered in the design.
② Tolerance control
The control of the hole diameter and its tolerance has a direct impact on the quality of installation. Processing tolerances need to be strictly limited to ± 0.05mm or even less to ensure consistency of the hole diameter. Surface roughness also affects the insert and hole wall friction, roughness is too large may lead to inserts can not be pressed smoothly, roughness is too small to reduce the friction affect the fixed strength. Commonly recommended hole wall roughness Ra value of about 0.8μm.
The use of CNC machining equipment and laser drilling and other high-precision processes can effectively ensure the stability of the hole diameter and tolerance, especially for high-performance plastics and high-precision inserts is particularly important.
③ Interference fit and depth of engagement
Interference fit refers to the existence of a certain negative tolerance between the outer diameter of the insert and the diameter of the hole, so as to realize the compression fit between the insert and the base material. A reasonable amount of interference is generally 0.01-0.05mm, with specific values to be adjusted according to material hardness and elasticity. Too large interference will make the installation force is too large, resulting in plastic cracking; too small is not enough fixed force.
Depth of engagement refers to the length of the threaded portion of the insert in contact with the plastic base material, and it is usually recommended that the length of engagement be not less than 1.5 times the diameter of the threads to ensure sufficient bearing area, spread the load, and enhance the performance of drawing and torque. For example, the engagement length of M6 threaded inserts should be not less than 9mm.
④ Enhanced structural design
In order to improve the strength and durability of the connection, the following enhancements are often used in the design:
- Reinforcement: Thickened or ribbed structure is designed around the insert to increase the local rigidity, disperse the load, and prevent the plastic material from cracking due to force concentration.
- Flange design: Inserts with flanges can expand the force area, reduce the localized pressure of the load on the plastic surface, and improve the resistance to pull-out.
- Metal insert area: In applications with extremely high load requirements, metal inserts or metal skeleton structures are used to share the load from the plastic to the metal parts, greatly enhancing overall strength and stability.
These designs not only extend the service life of the inserts, but also improve the overall reliability of the connected parts.
⑤ Material Matching
The material selection of threaded inserts should consider matching the coefficient of thermal expansion and mechanical properties of the plastic substrate to avoid failure due to excessive stress at the interface caused by differences in thermal expansion. For example:
- Stainless steel inserts have a coefficient of thermal expansion of about 10-17 x 10-⁶ /°C, much lower than most plastics, and are susceptible to large stresses at the interface when the temperature difference changes.
- Brass inserts have a higher coefficient of thermal expansion (approx. 18-20 x 10-⁶ /°C), which is closer to plastics and reduces thermal stress.
In addition, the difference in hardness between the insert and the base material affects the stress distribution after assembly. Proper material matching reduces fatigue damage and interfacial loosening caused by thermal cycling and improves the long-term stability of the connection.
Do You Have Any Questions?
Let Us Solve Your Problem
FAQ: Threaded Inserts in Plastics

1. What is the difference between heat-set and ultrasonic threaded inserts in plastics?
Heat-set threaded inserts are made by heating the insert to a temperature higher than the melting point of the plastic, which softens the plastic and then inserts it, making them suitable for thermoplastics. They are easy to install but take a long time to heat up. Ultrasonic type uses high frequency vibration to generate frictional heat, instantly softening the plastic, fast installation, suitable for high precision and mass production. There are differences between the two types in terms of installation equipment and process control, so the choice should be based on material properties and production capacity requirements.
2. How to install threaded inserts in thin-walled plastic parts?
Installing threaded inserts in thin-walled plastics can lead to deformation and cracking. Ultrasonic mounting or in-mold insert technology is recommended to reduce stress concentrations, as well as designing thicker reinforcements or selecting shorter inserts to accommodate limited wall thicknesses. Pre-hole dimensions and installation parameters should be strictly controlled to avoid excessive pressure damage to the plastic structure.
3. Can threaded inserts be molded-in during plastic injection molding?
Yes, Mold-in Inserts are threaded inserts that are placed in the injection mold and the plastic directly encapsulates the insert. This provides the strongest connection, reduces the need for subsequent mounting, and is suitable for mass production. However, it requires high requirements for mold design and insert positioning, and is relatively costly.
4. How to prevent threaded inserts from rotating or loosening in plastics?
The key to prevent threaded inserts from rotating or loosening in plastics lies in the mechanical locking design, such as setting up barbs, patterns, flanges, or widening the base of the insert. This is coupled with proper interference fit and hole design to ensure a tight fit between the insert and the plastic. Selection of inserts with high surface roughness and proper installation techniques can also help prevent loosening.
5. What materials are best for threaded inserts used in plastics?
Common materials include brass, stainless steel and zinc alloys. Brass is tough and suitable for multiple disassemblies; stainless steel is corrosion and temperature resistant and suitable for harsh environments; and zinc alloy is low cost and suitable for general applications. The choice should be based on the properties of the plastic, the environment and the load requirements to ensure that the coefficient of thermal expansion matches and the connection is stable.

When you choose threaded inserts from Rivetfix, you get a high-quality, durable and easy-to-install connection solution. We specialize in providing and customizing a diverse range of inserts in a variety of plastic and metal materials to meet the mechanical and environmental requirements of your application. Whether it’s for consumer electronics, automotive manufacturing or industrial equipment, Rivetfix offers customized support and fast global delivery.
Contact us today to experience professional quality, improve product connectivity, and build excellence from the ground up!
Get High Quality Rivet Nuts Quote!

Send Your Rivet Nut Request
For more than 20 years, Rivetfix has helped customers solve many rivet nuts sourcing needs and technical challenges.
Have a question? Contact us and we’ll provide you with the perfect solution.