How To Choose Brass Threaded Inserts For Plastic?

Leading Theaded Insert Manufacturer and Supplier in China

The plastic-use brass threaded inserts are precision-machined fastening components. They are specifically designed to form strong and reusable threads in plastic parts, thereby enhancing mechanical performance and product durability. Due to the excellent corrosion resistance, high tensile strength, and good processing properties of brass, these inserts are usually made of high-quality brass. Brass threaded inserts for plastic are widely used in various fields such as consumer electronics, household appliances and industrial equipment casings.
By embedding the threaded brass inserts into the plastic housing or parts, the problem of thread loosening caused by directly screwing in screws into the plastic can be avoided, ensuring a secure and reliable connection.With the increasing demands for lightweight and durability, the application of these inserts is significantly increasing. According to market research, the global threaded insert market is expected to grow at a 5-6% annual compound growth rate during the period from 2024 to 2029. A considerable portion of this growth comes from brass inserts suitable for plastics, which is closely related to the continuous increase in the usage of engineering plastics in the manufacturing industry.
Table of Contents
Why Choose Brass Threaded Inserts Over Other Materials?
When using threaded inserts in plastic products, the choice of materials directly affects the reliability of the connection and the lifespan of the product. Although metals such as stainless steel and aluminum are also commonly used for threaded inserts, brass has significant advantages in many aspects, especially in the application of brass threaded inserts for plastic.
Excellent corrosion resistance and conductivity
Brass is composed of copper and zinc and possesses natural antioxidant and corrosion-resistant properties. Even in humid or mild chemical corrosion environments, it can maintain stable thread performance.
Compared with stainless steel, brass has better electrical conductivity (approximately 23% IACS compared to 3-5% IACS for stainless steel), and thus offers more advantages in plastic components that require electrical grounding.
Moderate intensity and resilience
The tensile strength of brass typically ranges from 350 to 550 MPa, which is higher than that of most aluminum alloys (200 – 400 MPa), and is more resilient than stainless steel, reducing the risk of stress concentration in plastic during insert installation.
Due to its moderate hardness, the brass inserts can better bond with the plastic during hot pressing, ultrasonic treatment or injection molding, thus avoiding stress cracks.
Processing performance and cost advantages
The machinability of brass is excellent (with a relative cutting performance index close to 100), and it has high production accuracy and good consistency of tolerances. It is suitable for batch production of plastic threaded inserts.
In terms of cost, the price of brass is usually lower than that of stainless steel. Moreover, it outperforms aluminum alloy in terms of durability and installation convenience, making it more outstanding in terms of overall cost-effectiveness.
Compatible with various plastic materials
The brass threaded inserts can be widely applied to engineering plastics such as ABS, PC, PP, PA and PBT, and they are unlikely to undergo chemical reactions or stress corrosion cracking.
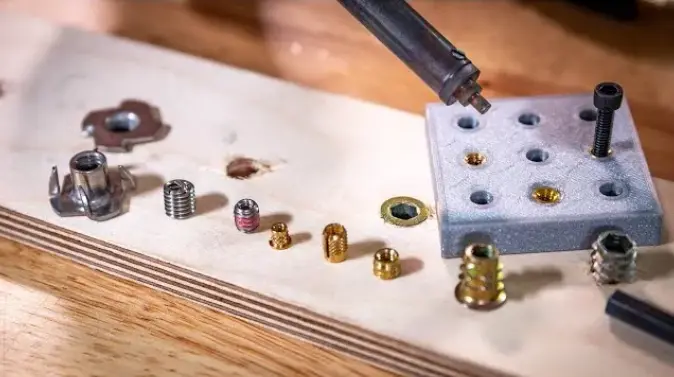
Types of Brass Threaded Inserts for Plastics

Table: Comparison of Different Types of Brass Threaded Inserts
| Type | Suitable Plastic Types | Installation Method | Advantages | Disadvantages |
|---|---|---|---|---|
| Heat-Installed | Thermoplastics (ABS, PC, PP, PA, etc.) | Heated and pressed in | Strong bonding, high versatility | Requires heating equipment, slower installation speed |
| Ultrasonic | Thermoplastics | Ultrasonic vibration welding | Fast installation, suitable for automation | High equipment cost, requires precise parameter control |
| Mold-In | Thermoplastics and some thermosetting plastics | Pre-embedded during injection molding | Highest strength, no secondary process | High mold cost, low flexibility |
| Press-In | Thermosetting plastics and some thermoplastics | Pressed in with mechanical force | Simple process, low cost | Lower bonding strength compared to heat-installed or ultrasonic types |
a. Heat-Pressed Inserts
Feature: By heating the insert, the surrounding plastic is locally melted, and then it is pressed into the pre-drilled holes. After cooling, a firm bond is formed.
Advantages:
- Applicable to various thermoplastic materials (such as ABS, PC, PA, PBT, etc.)
- High thread strength and strong anti-pulling force
- Can be flexibly used in small batch production or maintenance scenarios
NOTES
It is necessary to precisely control the heating temperature and duration to prevent the plastic from over-melting or developing internal stress cracks.
b. Ultrasonic Inserts
Feature: By using ultrasonic vibration to concentrate thermal energy at the contact surface between the plastic and the insert, the plastic instantly melts and covers the insert.
Advantages:
- Installation speed is fast, with a small heat-affected area
- Surface is clean and tidy, and it is unlikely to cause burn marks
- Particularly suitable for plastic parts with high requirements for appearance
NOTES
- Special equipment such as ultrasonic welding machines is required.
- There are certain requirements regarding the geometric shape of the inserts and the plastic material.
c. Mold-In Inserts
Feature: Before injection molding, the brass inserts are placed in the mold in advance. When the plastic is injected, it directly covers the inserts.
Advantages:
- The bonding force is the strongest, with almost no risk of displacement.
- It is highly suitable for mass production.
- The positioning accuracy of the inserts is high.
NOTES
- The mold design needs to be compatible with the insert positioning structure.
- It has poor flexibility and is not suitable for later modifications.
d. Press-In Inserts
Feature: The insert is directly pressed into the pre-drilled plastic hole by mechanical pressure, without the need for heating.
Advantages:
- The installation process is simple and does not require special heating or ultrasonic equipment.
- It is suitable for low-load and non-structural connections.
NOTES
- Low bonding strength, suitable for soft or highly resilient plastics
- Prone to loosening in high-stress or vibration environments
Key Factors to Consider When Choosing Brass Threaded Inserts for Plastic
When choosing brass threaded inserts for plastic, engineers need to take into account various factors such as material properties, structural strength, installation process, and usage environment to ensure that the product maintains stable performance throughout its entire lifecycle and offers cost advantages. The key considerations are as follows:
1. Types of plastics (thermoplastic vs thermosetting plastics)

- Thermoplastic plastics (such as ABS, PC, PA, PBT, etc.) will soften when heated. Heat-pressing or ultrasonic type brass inserts can be used, which can form a more secure bond during embedding.
- Thermosetting plastics (such as epoxy resin, phenolic resin, etc.) cannot be softened once they are molded. Usually, inserts need to be pre-set during the molding stage in the mold.
2. Load Requirements (Pulling Force, Torque Strength)
When choosing inserts, it is necessary to ensure that their load-bearing capacity meets the requirements of the product design.
- Pull-Out Force: This refers to the maximum load-bearing capacity of the insert when subjected to axial force. High-quality brass inserts can achieve 800 – 1200 N in ABS and more than 1500 N in PA6.
- Torque Resistance: This indicates the ability of the insert to resist rotation when the screw is tightened. The higher the value, the more stable the connection.
- In environments with high vibration or impact, it is recommended to use inserts with anti-rotation grooves or embossed designs.
3. Thread Specifications and Tolerances (Compliant with ISO/UNC/UNF Standards)
Common specifications include ISO metric threads (M2-M10) and UNC/UNF American threads. The thread machining tolerance should comply with ISO 965-1 or ASME B1.1 standards to ensure the matching accuracy with the screws. For plastic products, it is recommended to use coarser tooth threads to increase the contact area and load-bearing capacity.
4. Installation Methods (Hot Pressing, Ultrasonic Wave, Injection Molding)
- Hot Pressing Method: Suitable for various thermoplastic materials, with high bonding strength, but the temperature needs to be controlled (usually 180 – 230°C).
- Ultrasonic Method: Fast and with minimal heat impact, suitable for products with high appearance requirements.
- In-Mold Molding: The most sturdy, suitable for mass production, but with lower flexibility.
5. Production Costs and Batch Requirements
- For small-scale production, hot pressing type or compression type can be given priority consideration. The tooling cost is low and the flexibility is strong.
- For large-scale production, injection molding is recommended. It can reduce assembly processes and improve efficiency.
- Brass material has a good balance between performance and price. The comprehensive cost is lower than that of stainless steel inserts.
6. Environmental Factors (Temperature, Humidity, Chemical Media)
- In high-temperature environments (>120°C), it is necessary to select a stable insert material of brass alloy to avoid creep and loosening.
- In high-humidity or salt spray environments, it is recommended to use brass inserts that are nickel-plated or tin-plated to enhance corrosion resistance.
- When in contact with chemical media, it is necessary to confirm the compatibility between the plastic and brass to avoid chemical reactions or stress corrosion.
Installation Methods and Best Practices
Heat-Installed Inserts
Principle: By heating the brass insert, the adjacent plastic is locally melted and covers the embossed or threaded part of the insert.
Suggested Parameters
- Temperature: Generally between 180°C and 230°C, adjusted according to the melting point of the plastic (e.g., ABS around 200°C, PA6 around 220°C).
- Time: Usually 2 to 5 seconds, ensuring that the insert is fully pressed in and the surrounding plastic flows evenly.
- Pressure: Moderate (about 20 to 50 N), avoiding excessive pressure that causes plastic deformation.
NOTES
The heating head must maintain a good contact with the insert to prevent the joint from becoming loose due to uneven temperature.
Avoid overheating; otherwise, the plastic may form bubbles or burn marks.
Ultrasonic Inserts
Principle: By using ultrasonic vibration to concentrate energy at the interface between the insert and the plastic, the plastic is instantly melted and flows into the embossed groove.
Suggested Parameters
- Frequency: Commonly 20kHz or 35kHz, selected based on the size of the insert.
- Power: 300 – 800 W, adjusted according to the hardness of the plastic and the quality of the insert.
- Time: 0.5 – 2 seconds, longer time will cause excessive melting of the plastic.
- Pressure: Light to moderate (about 10 – 30 N), avoid displacement of the insert during vibration.

NOTES
- It is suitable for products with strict appearance requirements because the heat-affected area is small.
- The shape of the insert needs to be optimized to enhance the fluidity of the molten plastic.
Mold-In Inserts
Principle: Before injection molding, the brass insert is pre-positioned in the mold. During injection, the plastic directly covers the insert.
Key Design Points:
- The mold should be equipped with an insert positioning structure to prevent the offset of the insert due to the impact of injection molding flow.
- The surface design of the insert should include embossing or spikes to enhance the mechanical locking force.
- It is suitable for products with high load and batch production, and has the strongest bonding force.
NOTES
- The inserts in injection molding cannot be easily replaced or repaired later.
- High precision is required for the mold, and the processing cost of the mold is relatively high.
Common Mistakes to Avoid When Using Threaded Brass Inserts for Plastic
Choosing the wrong type of insert resulted in insufficient pull-out force
Problem Description: In environments subjected to force or vibration, the inserts become loose or even pulled out, especially in structural components with high load-bearing requirements.
Analysis of Reasons
In high-load scenarios, insert-type inserts were used instead of hot-pressed, ultrasonic, or in-mold formed inserts.
The surface of the insert lacks sufficient anti-rotation knurled or serrated structures.
Solutions Proposed:
Select the appropriate insert type based on the type of plastic and the load requirements.
For applications with a load-bearing capacity of ≥ 1000 N, it is recommended to use hot-pressed or in-mold molding inserts, and ensure that the surface has a anti-rotation design.
Excessive installation temperature causes the plastic to deform
Problem Description: Burn marks, bubbles, and even plastic cracks appear around the insert, which affects both the appearance and strength.
Analysis of Reasons
During hot pressing installation, the heating temperature exceeds the plastic’s heat distortion temperature (HDT).
The ultrasonic welding time or power was too high, resulting in local over-melting.
Solutions Proposed:
Strictly control the installation temperature: ABS is recommended at around 200°C, and PA6 is recommended at around 220°C.
The ultrasonic installation should adjust the power and time according to the hardness of the plastic to minimize the heat influence area.
Inadequate tolerance design leads to thread slippage or loosening
Problem Description: The screws tend to slip after being tightened, or they become loose after prolonged use.
Analysis of Reasons
The gap between the insert and the plastic pre-drilled hole is too large, and the mechanical locking is insufficient.
The processing accuracy of the thread is low and does not meet the ISO/UNC/UNF tolerance standards.
Solutions Proposed:
The diameter of the prefabricated holes should be determined according to the recommendations of the insert manufacturer and optimized based on the thermal expansion coefficient of the plastic.
Select the thread processing method that complies with ISO 965-1 or ASME B1.1 standards to ensure a tight fit between the screws and the inserts.
During the procurement and application process of brass threaded inserts for plastic, proper selection and supply chain management can not only reduce costs but also ensure stable product quality and delivery schedule. The key strategies are as follows:
Choose the appropriate size based on the application scenario to reduce costs
- Load Matching: For non-structural connections (such as shell assembly), lightweight or short-sized inserts can be selected to reduce material usage.
- Processing Adaptation: Where feasible, standard-sized inserts that can be directly hot-pressed or ultrasonically installed should be chosen to avoid additional costs associated with custom processing.
- Surface Treatment Optimization: If used in indoor or low-humidity environments, no additional coating is required; for outdoor or high-humidity environments, nickel-plated inserts are recommended for corrosion prevention.
- Thread Standardization: Preferentially select ISO metric or UNC/UNF standard threads to reduce the cost of special screws inventory.
Comparison of Leading Manufacturers of High-Quality Brass Thread Inserts at Home and Abroad
- Quality Consistency: Whether it complies with international environmental protection and quality standards such as ISO 9001, RoHS, and REACH.
- Processing Precision: Whether the thread depth, thread tolerance, concentricity, etc. meet the design requirements.
- Production Capacity: The delivery capability and production cycle for large-scale orders.
- Technical Support: Whether it can provide selection suggestions, installation parameters, and failure analysis support.
- Price and Payment Terms: The price fluctuation range for long-term cooperation, credit terms, etc.

Domestic Manufacturer: Offers strong price competitiveness, short delivery time, is suitable for medium to large-scale orders, but it is necessary to pay special attention to quality consistency and international certifications.
Overseas manufacturers (such as those from Germany and Japan): They have significant advantages in terms of precision and durability, making them suitable for high-precision or high-security applications. However, their procurement costs and delivery times are relatively higher.
Suggestions for Bulk Purchasing and Delivery Schedule Management
- Annual Framework Agreement: Sign an annual purchase agreement with suppliers to lock in prices and ensure inventory supply, avoiding cost risks caused by fluctuations in copper prices.
- Safety Stock Strategy: Maintain 1-2 months of safety stock to cope with sudden increase in orders or international logistics delays.
- Multi-Supplier Strategy: Establish 2-3 core suppliers to reduce the risk of supply disruption in a single supply chain.
- Delivery Performance Evaluation: Regularly assess the delivery on-time rate and quality compliance rate of suppliers, and use them as important criteria for renewal.
Do You Have Any Questions?
Let Us Solve Your Problem
Choosing the Right Brass Threaded Inserts for Long-Term Performance

Choosing the appropriate brass threaded inserts for plastic not only significantly enhances the connection strength of plastic components, but also effectively prolongs the service life of the product. Rivetfix offers a variety of specifications and precisely machined brass threaded inserts, ensuring stability and reliability even under high-frequency assembly, vibration and shock, or harsh conditions.
Order Rivetfix’s high-quality brass inserts now and give your product an edge in terms of performance and durability!
Get High Quality Rivet Nuts Quote!

Send Your Rivet Nut Request
For more than 20 years, Rivetfix has helped customers solve many rivet nuts sourcing needs and technical challenges.
Have a question? Contact us and we’ll provide you with the perfect solution.