How to Choose Threaded Inserts for Aluminum?

Leading Rivet Nut Manufacturer and Supplier in China

When working with aluminum components, ensuring strong and reliable threaded connections can be challenging due to the material’s softness and susceptibility to thread wear. Threaded inserts for aluminum provide an effective solution by reinforcing screw threads, improving load capacity, and enabling repeated assembly without damage. In this guide, we’ll explain how to choose the right type of threaded insert for your aluminum application—based on alloy type, load requirements, installation methods, and design constraints—to ensure long-term performance and structural integrity.
Table of Contents
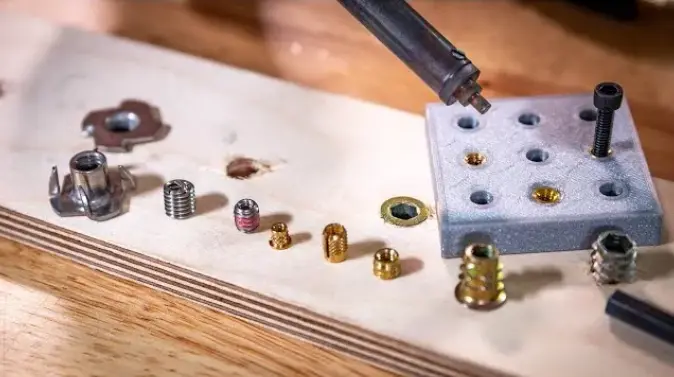
In aluminum construction, due to the limited strength of the body threads, special metal inserts are often used for reinforcement in order to improve the reliability of the connection and repeatability of the disassembly and reassembly. Below are four common types of threaded inserts for aluminum, each with its own characteristics in terms of construction, installation and application:
a. Key-locking Inserts
- Structural features: external threaded metal barrel + internal thread + several “locking keys” (key teeth) on the outer wall, which are driven into the aluminum to achieve mechanical locking after installation.
- Installation steps: pre-drilling → tapping → screwing in the insert → punching in the locking key.
- Advantages:
- High resistance to twisting and pulling;
- Not easy to loosen, especially suitable for structures subject to shock or vibration;
- Removable for maintenance, suitable for high reliability situations.
- Applicable Scenarios: High-strength connections for aerospace structural components, engine housings, aluminum mechanical seats, industrial brackets, etc.
b. Press-fit Inserts
- Structural features: Unthreaded sleeves with grooves or inverted teeth on the outer surface, installed by interference fit.
- Installation procedure: Pre-drilling of fine holes (tight diameter control required) → Press-fit with pressure tool.
- Advantages:
- Quick mounting, no tapping required;
- Relatively low cost, suitable for automated assembly;
- Can be used stably in a moderately loaded environment.
- Applicable Scenarios: Aluminum panels, electronic housings, lamp holders, low-stress industrial parts.
c. Self-tapping Inserts
- Constructive features: External threads with cutting grooves or edges, which can cut their own matching threads during installation.
- Installation steps: pre-drilled holes (no tapping) → direct screwing.
- Advantages:
- Simple installation process, suitable for on-site maintenance or quick assembly;
- No need to pre-tap internal threads, saving machining time;
- Can form a solid structure in die-cast aluminum and low hardness aluminum.
- Applicable Scenarios: Maintenance holes, access door panels, light machinery supports, outdoor equipment components.

d. Helical Wire Inserts
- Structural features: High-strength stainless steel wire coiled into a flexible threaded ring, embedded to form a standard internal thread in the hole.
- Installation steps: pre-drilling → tapping → screwing into the wire sleeve → broken end treatment.

- Advantages:
- Excellent repeatable loading and unloading performance;
- Low cost for precision repairs and high volume use;
- Can be used for thread repair and to improve thread life in aluminum holes.
- Applicable Scenarios: Aluminum housings for electronic products, chassis panels, instrument assembly parts, and screw hole reinforcement/repair.
How To Choose The Threaded Inserts For Aluminum?
① Aluminum alloy base material: soft vs. hard aluminum
1.1 Common Aluminum Classification Reference Table
| Aluminum grades | Type determination | Condition examples | Strength classes | Common applications |
|---|---|---|---|---|
| 1050 | Soft Aluminum | O, H14 | Low | Signs, Containers |
| 5052 | Soft Aluminum | H32 | Medium | Automotive panels, hulls of ships |
| 6061-T6 | Duraluminum | T6 | High | Structural parts, joint seats |
| 7075-T6 | Duraluminum | T6 | Extremely high | Aircraft components, bicycle parts |
1.2 Soft Aluminum (e.g., 5052, A356 die cast aluminum)
Typical Application Scenarios
- Electronic equipment shell: e.g. communication module, digital shell, portable equipment, etc;
- Die-cast bases: e.g. tool housings, instrument supports, automotive electronic modules;
- Light frame structures: e.g. portable brackets, lighting fixtures, aluminum alloy outer frames, etc.
Material Characteristics Analysis
- The material is soft, Brinell hardness is generally HB 45-70;
- Native threads are prone to “slippage”, especially under frequent disassembly or stress conditions;
- Good thermal conductivity but not suitable for high torque or high vibration under the bolt fastening.
Recommended Insert Types and Rationale
- Self-tapping Inserts
- Advantages:
- No tapping required, suitable for on-site or batch assembly of aluminum die castings;
- Easy installation process with automatic feeding to enhance productivity;
- Wide pitch design improves holding power in soft aluminum.
- Precautions:
- Pre-hole diameter control should be strict, it is recommended to bias fit to prevent loosening;
- Installation should be limited twist to prevent over-twisting leading to cracks or hole damage.
- Advantages:
- Helical Wire Inserts
- Advantages:
- Forms a standard internal thread after installation and can withstand a high number of repeated tightening;
- Low cost, suitable for high volume use;
- Ideal for screw hole reinforcement or repair applications.
- Cautions:
- Installation requires tapping threads, tool precision requirements are high;
- If used for large loads, it is recommended to use locking type screw bushings (e.g. locking type threaded wire bushings).
- Advantages:
1.3 Duraluminum (e.g., 6061, 7075 series heat-treated aluminum alloys)
Typical Application Scenarios
- Aerospace structural components: e.g. aluminum alloy skin connectors, landing gear auxiliary frames;
- Bicycle components: high-strength wheelsets, adapter seats, frame interfaces;
- Aluminum alloy robotic arm supports: for robot structures, clamping modules, industrial automation systems.
Material Characteristics Analysis
- High strength and excellent fatigue resistance (6061-T6 tensile strength is about 290 MPa, 7075-T6 reaches 570 MPa);
- Processing hardness (Brinell hardness up to HB 95-150), the drilling accuracy and installation torque control requirements are high;
- Screw hole structure is prone to thread seizure or cold welding , not suitable for repeated direct use of self-tapping screws.
Recommended Insert Types and Rationale
- Key-locking Inserts
- Advantages:
- Outer wall with locking key, after installation, the locking key is inserted to realize the dual fixing of anti-rotation and anti-pulling;
- Provide extremely high mechanical locking force, suitable for high impact or vibration working conditions;
- Removable and repairable, supporting module replacement.
- Precautions:
- Installation requires the opening of standard tapped holes, which requires high processing accuracy;
- It is recommended to use special installation tools to avoid skewed insertion of locking keys.
- Advantages:
- Press-fit Inserts
- Advantages:
- Suitable for high precision fit, can realize higher strength interference locking;
- Compatible with automatic press-fit systems to improve assembly efficiency;
- Suitable for rigid butt joint structures that do not require extremely high loads.
- Cautions:
- Hole diameter tolerance must be controlled within ±0.05mm;
- It is recommended to use a press fit fixture to ensure vertical accuracy.
- Advantages:
② Load-bearing requirements (tensile, shear, seismic)
2.1 High Pull-Out Load
- Risk: Aluminum has limited shear strength (6061-T6 shear strength is about 207 MPa), and if the insert is not properly selected, the connection will be pulled out or peeled off.
- Recommended inserts:
- Thick-walled key-locking inserts (Key-locking Type): the shell is strong, and the locking key can effectively disperse the pull-out force after it is inserted into the main material;
- Materials preferred high-strength steel or stainless steel inserts, whose tensile yield strength can reach ≥600 MPa.
- Structural recommendations:
- Insert length ≥ 60% of plate thickness;
- Thread engagement ≥ 1.5 × screw diameter (e.g. M6 screws, engagement depth should be ≥ 9mm);
- With flange design or structural adhesive assistance to further enhance the tensile capacity.
- Typical application examples:
- Aeronautical joint connecting block: need to withstand airframe loads and thermal expansion stresses;
- Engine mounts: Need to support high stress tightening forces under continuous vibration;
- Robot joint swivel block: high transient acceleration, where resistance to pull-out of the joint is critical.
2.2 Shear Load
- Risk: Aluminum joints are susceptible to slip or metal shear due to horizontal forces, especially in multi-directionally stressed members.
- Recommended inserts:
- Use thick-walled structural inserts to increase resistance to horizontal shear loads;
- For material selection, give preference to stainless steel inserts with ≥ 250 MPa shear strength.
- Structural design points:
- Inserts should be inserted to a depth of ≥ 1.2 × screw diameter;
- In conjunction with the use of large diameter washers or aluminum structure “countersunk holes” to accommodate the lower part of the insert, to enhance the support surface;
- If necessary, carry out reverse clamping design to form a clamping force against the shear force.
- Typical application examples:
- Aluminum profile bracket connection;
- Industrial hanging points;
- Bottom locking points for high load test rigs.
2.3 Vibration & Fatigue
- Risk: Prolonged vibration leads to loosening of connections or micromotor wear, which in turn leads to loosening of inserts, fracture of screws, or fatigue failure of bore walls.
- Recommended inserts:
- Inserts with anti-loosening structures: e.g. female interference type, self-locking wire nuts, press-in type with elastic snap tooth structure;
- Use with threadlockers (e.g., Loctite 243 or 270), stop washers, and flange screws to form a triple lockout.
- Structural Reinforcements:
- Locate pre-holes to avoid areas of structural stress concentration in aluminum;
- Use of pre-torque control system to ensure consistent tightening force distribution (general tightening torque is controlled at 70~75% of the yield strength of the screw);
- Periodic detection of loosening of connections to establish maintenance cycles for critical parts.
- Typical application cases:
- Aluminum structure of automobile chassis (suspension arm, steering connection);
- Motor base and frame connection section;
- Mobile platform/unmanned transport equipment aluminum connection base.
③ Repeated dismantling and reassembly required
3.1 Structures requiring long-term maintenance or multiple loading/unloading
This type of structure usually involves regular maintenance, component replacement, or product upgrading, and requires inserts with high wear resistance, repeatable tightening performance, and anti-loosening performance.
- Recommended types:
- Helical Wire Inserts:
- Forms a standard internal thread after installation, effectively preventing the original hole from slipping;
- Suitable for aluminum repeated screw removal occasions;
- Optional Locking type screw inserts to increase the anti-loosening effect.
- Precision self-locking insert:
- Female thread with interference design or locking point structure, with “screwing into the self-locking” function;
- Stabilized friction is maintained during disassembly and assembly to avoid spin sliding;
- Suitable for assemblies that require long-term precise positioning.
- Helical Wire Inserts:
- Recommended for anti-loosening configurations:
- Match with elastic washers, coated screws or thread adhesive to realize static and dynamic locking;
- Standardized management of preloading torque is recommended for high-frequency disassembly occasions.
- Typical application examples:
- Industrial control panels: Electronic modules need to be replaced or calibrated periodically;
- Portable equipment housings: frequent opening of the housing during maintenance;
- Modularized workholding fixtures: structural components are replaced according to the product, and inserts are subject to repeated locking.
3.2 One-time locking, non-disassembled structures
This type of structure does not need to be disassembled again after completion of the assembly, or the structure as a whole is “non-maintainable”, with greater emphasis on cost control and assembly efficiency.
- Recommended type:
- Press-fit Inserts:
- Easy to install, suitable for assembly line press-fit;
- Medium structural stability, suitable for medium duty fixing points;
- No thread processing, reducing manufacturing costs.
- Economic Self-tapping Inserts:
- Self-tapping feature is suitable for soft aluminum or aluminum die castings;
- No tapping required, fast installation, suitable for mass production;
- Mostly used for one-piece locking type connection of inserts.
- Press-fit Inserts:
- Cost Control Recommendations:
- Select standard size, common profile specification models (such as M4-M6) to reduce purchasing and inventory costs;
- Can be used with Universal Press Fit/Screw-in Tooling to simplify the assembly process.
- Typical application examples:
- Disposable assembly bracket: e.g. LED lampholders, wiring boxes, hidden mounting structures;
- Simple structural bases: e.g. light duty equipment feet, frame reinforcement points, non-maintenance support points.
④ Cost and installation efficiency requirements
Batch automated assembly occasions:
- Prefer press-in or self-tapping inserts, compatible with automatic feeding and press-fit equipment;
- Reduce machining processes (e.g. tapping) to improve unit efficiency;
- Cases: Aluminum housings for home appliances, LED lamps, aluminum brackets for radiators.
High performance/high reliability requirements:
- Select certified high-strength inserts with high-precision mounting tools (e.g. torque guns, positioning jigs);
- Although the cost is a little higher, it can reduce the risk of structural failure;
- Cases: Military components, high-end equipment, load-carrying mechanisms.
How Should Threaded Inserts Be Installed in Aluminum?

I. Pre-hole size and accuracy requirements
- Importance: The size of the pre-hole directly determines the fitting accuracy, holding force and pull-out resistance of the insert. Too large a hole size will lead to loosening, while too small a hole size will cause cracks in the aluminum or deformation of the insert.
- Recommended standard:
- Self-tapping inserts: Pre-hole diameter = Maximum OD of insert × 90% (refer to product specification table);
- Press-in inserts: pre-hole tolerance is recommended to be controlled within the range of H7-H9, and the hole diameter needs to be smaller than the outer diameter of the insert by 0.1~0.15mm to ensure the interference fit;
- Wire screw or key-locking inserts: Tapping design should be based on the specification table of the screw (e.g. M6 should be tapped with S-Tap specification holes).
- Accuracy control tools:
- CNC drilling or milling machine;
- High precision step drill;
- Three-point bore gauge or electronic micrometer to verify tolerance.
II. Need for tapping or use of locking adhesives
- Tapping requirements:
- Both key-locked and wire-screwed require thread tapping in the pre-hole, usually with a specialized tapping tool (e.g., STI Tap);
- Tapping depth should be ≥1.5 × screw diameter and a lubricant should be used to prevent tool sticking.
- Locking agent application recommendations:
- Self-tapping inserts and Press-in inserts are recommended for high vibration environments using thread adhesives (e.g. Loctite 243 / 270);
- In wet or galvanic corrosive environments the use of colloids provides both anti-loosening and corrosion protection;
- Take care to avoid that the gel enters the female threaded area, so that it does not prevent the screw from being screwed in after curing.
III. Control installation torque and avoid thermal deformation
- Control principles:
- Screw-in inserts It is recommended to use a torque control tool with an initial torque of 80% of the maximum allowable torque to avoid damaging the insert structure or distorting the aluminum hole;
- It is recommended to refer to the Installation Torque Range Table provided by the insert manufacturer.
- Thermal deformation prevention and control:
- Aluminum has a high coefficient of thermal expansion (22~25 µm/m-°C) and forced assembly at high temperatures is not recommended;
- In case of heated press-in process, it is necessary to control the temperature difference of press-fitting ≤60°C to avoid loosening of the fit after cooling.
IV. Recommended Tooling Configuration
| Process | Recommended Tooling Equipment | Operating Instructions |
|---|---|---|
| Drilling/Reaming | CNC drilling machine, vertical milling machine, step drilling | Control hole tolerance within ±0.05mm |
| Tapping | Tapping machine, tapping machine for STI threaded bushings | Use cutting fluids, avoid backing out too fast |
| Pressing/Screwing | Hydraulic press-fitters, electric screwing guns | With depth limit or locating block to prevent inserts from Overmounting |
| Torque Control | Preset torque wrenches, mechanical torque wrenches | Ensure consistent mounting force, avoid localized stress concentrations |
| Positioning and Fixturing | Insert-specific fixtures, limit sleeves | Enhance consistency of assembly, suitable for batch or automated production |
Where Are Threaded Inserts Used in Aluminum Applications?
1. Aerospace
- Application Sections: Lightweight structures such as connecting frames, access panels, propeller covers, and electronic hatch covers;
- Selection Focus:
- Use Key-lock inserts or Stainless steel wire nuts with high strength, tensile and vibration resistance;
- Need to be compatible with the heat treatment state and expansion coefficient of aluminum alloy (e.g. 7075-T6) to avoid stress concentration caused by thermal deformation.
- Failure prevention:
- Avoid using soft metal inserts (e.g. zinc alloy);
- All fastened connections are recommended to be used in conjunction with torque control tools + anti-loosening designs (e.g., thread adhesive, locknuts);
- Use aerospace grade materials certified (e.g. NAS, MS series).
2. Automotive Components
- Application parts: engine mounts, aluminum subframes, battery box housings, aluminum frames for lights, aluminum structures for chassis;
- Selection Focus:
- Use Self-locking type steel inserts that require vibration and corrosion resistance;
- For thin-walled structures or pressure-cast components, use self-tapping inserts to improve installation efficiency;
- Flange design helps spread loads and prevents stripping.
- Failure prevention:
- Coating treatments prevent galvanic corrosion (formation of galvanic couples between aluminum and steel);
- Use of structural adhesive in conjunction with high-torque parts;
- Periodic torque check cycles are set for vibration parts.
3. Industrial control equipment
- Application parts: PLC control boxes, aluminum cabinets, touch panels, equipment connector blocks;
- Selection focus:
- Use precision steel wire nut or pressed-in insert, adapted to the control housing structure;
- Need to support repeated disassembly, high positioning accuracy, it is recommended that the internal thread with interference or self-locking function;
- When the requirement for corrosion resistance is not high, nickel-plated copper alloy inserts can be used to reduce costs.

- Failure prevention:
- Adopt three positioning methods to ensure perpendicularity and torque consistency;
- All serviceable interfaces should be designed with replaceable inserts without damage to aluminum holes.
4. 3C Electronic Enclosures (Consumer Electronics)
- Application Sections: aluminum housings and bases for laptops, cameras, home projectors, and smart wearables;
- Selection focus:
- Miniaturization of structure, with preference for miniature press-in inserts or fine-tooth wire sleeves;
- Emphasis on quick installation (compatible with automation) and aesthetics of the structure after assembly;
- The length and shape of the insert can be customized according to the thickness of the shell.
- Failure prevention:
- Control the depth of press-fit to prevent shell deformation or assembly interference;
- For thin-walled parts, it is recommended to increase the peripheral reinforcement of inserts or local thickening design;
- It is recommended to conduct fatigue tests to simulate the structural stability under multiple opening and closing conditions.
Conclusion: Choose Inserts That Match Your Application
In aluminum construction, the correct selection of threaded inserts is not only related to the firmness and safety of the connection, but also has a direct impact on the service life and maintenance costs of the entire product. Selection must take into account the type of load (tensile, shear, dynamic), the material properties of the aluminum alloy (soft or hard), the thickness of the structure, the mounting method, and the need for repeated assembly in order to avoid structural failure due to empirical misjudgment or cost orientation.
Standardized inserts are suitable for routine assembly needs, but in special cases (e.g. ultra-thin wall, high vibration, shaped structures), customized solutions are often required. We recommend proactively consulting with a technical team with engineering capabilities during the design or prototyping phase of a project to obtain professional advice on insert types, hole sizes, tolerance control, and mounting processes.
FAQ: Threaded Inserts For Aluminum
1. Can I use threaded inserts in thin aluminum?
- For thin walled aluminum ≤2.0mm, it is recommended to use miniature press-in inserts or short body self-tapping inserts to avoid “push-through” of conventional inserts;
- Localized thickening or backing plates can be added to the installation area as a support structure;
- Control the depth of the pre-hole and the press-fit stroke to prevent material deformation caused by over-tightening of the assembly.
2. Are self-tapping inserts reliable in cast aluminum?
Reliable, but installation parameters need to be controlled.
- Die-cast aluminum, such as A356, has many air holes, local loose problems, and self-tapping inserts are prone to cracking if not used properly;
- It is recommended to use special self-tapping inserts with wide pitch and large blade angle to ensure cutting efficiency and engagement stability;
- The pre-hole location should avoid cold segregation or sprue residue area, and use torque limiting tool to prevent slipping teeth during installation.
3. How to prevent galvanic corrosion with stainless inserts?
Aluminum in contact with stainless steel may form galvanic corrosion in humid or conductive environments, and the following protective measures are recommended:
- Select stainless steel inserts with surfaces treated with nickel plating and oxidized passivation;
- Apply anticorrosive insulating coating or use anticorrosive gel (e.g. thermal conductive paste + waterproof glue) on the outer surface of the insert;
- Avoid direct contact between the untreated state of the aluminum surface and the inserts, anodized aluminum is recommended;
- It is recommended to use inserts made of A4-316 for the exposed structural parts, which has better anti-corrosion ability.
4. Can threaded inserts loosen over time under vibration?
There is a risk of loosening if not designed to prevent loosening.
- It is recommended to use self-locking inserts (e.g. interference threads, locking nuts) with thread adhesive, spring washers, stop rings;
- Control the torque during assembly, to avoid damage to the insert structure by insufficient pre-tightening or over-tightening;
- For high-frequency vibration structures, a maintenance torque detection cycle can be established to ensure that the connection force is maintained.
5. Is it possible to replace or repair a damaged insert in aluminum?
Yes, it is possible, generally by the following methods:
- After pulling out the original insert, re-machine the hole (enlarge + tap) using a larger size insert or screw sleeve;
- If space is limited, nested insert structure can be used for local repair;
- For holes damaged by thread slippage, a helical wire nut can be installed directly to restore function;
- It is recommended to use epoxy adhesive or metal patch reinforcement before hole repair.
Do You Have Any Questions?
Let Us Solve Your Problem

Choose Rivetfix for stronger, more durable wood connections! We offer a wide range of high-quality threaded inserts in a variety of materials and types, designed for furniture manufacturing, woodworking assembly and industrial applications. Whether it’s softwood or hardwood, customized in small quantities or mass produced, Rivetfix has you covered. With advanced manufacturing processes and stringent quality control, our products make it easy for you to achieve the perfect connection with high strength, slip-resistant teeth, and repeatable disassembly and reassembly.
Contact Rivetfix today for expert advice and free samples, so that your project can say goodbye to loose threads and secure every connection!
Get High Quality Rivet Nuts Quote!

Send Your Rivet Nut Request
For more than 20 years, Rivetfix has helped customers solve many rivet nuts sourcing needs and technical challenges.
Have a question? Contact us and we’ll provide you with the perfect solution.

