Steel Rivet Nuts
Stainless Steel Rivet Nuts
Aluminum Rivet Nuts
Copper Rivet Nuts
Countersunk Head Rivet Nuts
Flat Head Rivet Nuts
Reduced Head Rivet Nuts
Hex Rivet Nuts
Round Rivet Nuts
Knurled Rivet Nuts
Blind Rivet Nuts
Custom Rivet Nuts
Slotted Rivet Nuts
Jack Nuts
Self Clinching Nuts
Steel Self Clinching Nuts
Stainless Steel Self Clinching Nuts
Blind Waterproof Self Clinching Nuts
Self Clinching Standoffs
Through-Hole Self Cinch Standoff
Blind Self Clinching Standoff
Self Clinching Studs
Steel Self Clinching Studs
Stainless Steel Self Clinching Studs
About Rivetfix
About Rivetfix Shipping
About Rivetfix Packaging
About Rivetfix Quality Control
Blog
Quote
FAQs
Privacy Policy
Round Body Rivet Nuts
Knurled Body Rivet Nuts
Hexagon Body Rivet Nuts
Pop Rivet Nuts
Multi Grip Rivet Nuts
Wire Threaded Inserts
Is a Heli-Coil a Per […]
How Many Times Can a
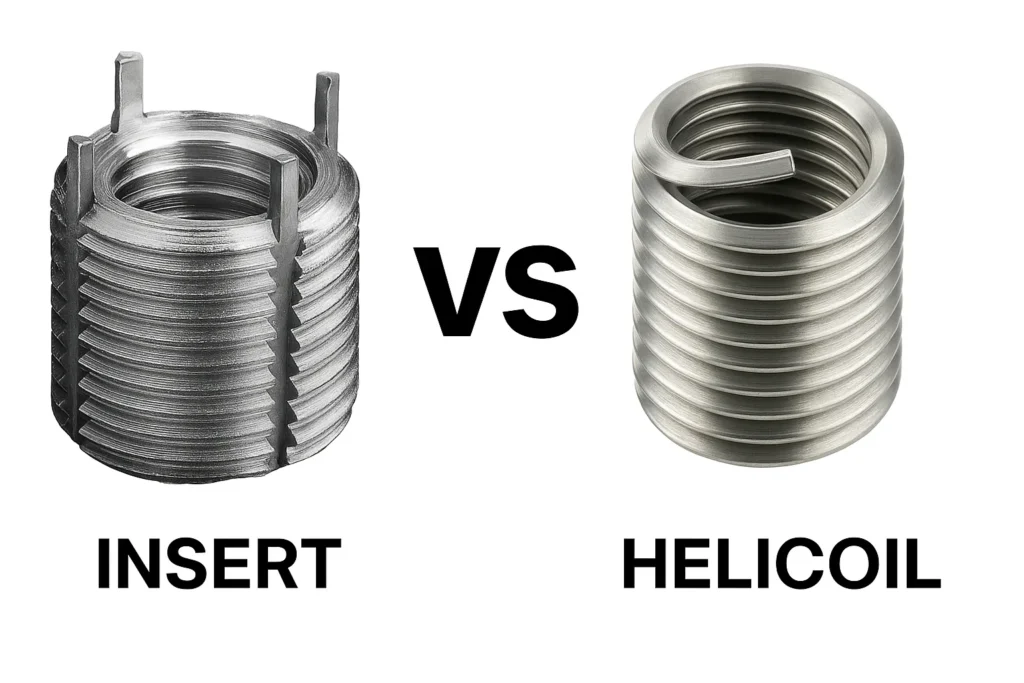
What Is the Differen
What Is the Life Exp
How To Choose Brass
What Is A Helicoil I
What Is The Differen
How Do You Remove a
Are Jack Nuts Resuab
How to Tighten Rivet
Get Quotes Now